


以下是:法兰毛坯公司欢迎您的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235 20# 45# 40cr 等 名称 法兰毛坯 产地 聊城 规格 齐全 类型 钢板 不锈钢 品牌 搏远 范围 供应范围覆盖江西省 抚州市 临川区、南城县、黎川县、南丰县、崇仁县、乐安县、宜黄县、金溪县、资溪县、东乡区、广昌县等区域。 选购法兰毛坯公司欢迎您来抚州市临川区找搏远金属制品(临川区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:季先生,地址:[山东省聊城经济技术开发区蒋官屯办事处季海工业园]。 江西省,抚州市,临川区 临川是全国的“才子之乡、文化之邦”,临川文化是江西两大支柱文化之一,历史上曾涌现王安石、汤显祖、晏殊、晏几道等一批名儒巨匠。先后十次荣获“全国粮食生产先进县区”称号,同时是“全国西瓜之乡”、园林城市、森林城市、现代农业示范区和全国数字农业试点县(区)。
别再错过任何细节!花费一分钟观看法兰毛坯公司欢迎您产品视频,让您的购买决策更加明智。
以下是:法兰毛坯公司欢迎您的图文介绍
?日标法兰简称为JIS法兰,属于日标法兰标准体系。是日标法兰(又称JIS法兰)的其中一种表现形式,是日标设备或管道上常用的法兰。
?????
日本应用标准体系(JIS)
管子:大外径系列 (JIS G3454、JIS G3458、JIS G 3459)与ANSI大多数相同
无缝钢管公称直径:(DN6~DN650)mm????? 壁厚表示方法:管子表号"Sch"表示壁厚
焊接钢管公称直径:(DN350~DN2000)mm?? 壁厚表示方法:直接用壁厚数值表示。
管法兰:(JIS B2201、JIS B2220等)自成体系,既不属于"美式法兰",也不属于"欧式法兰"
公称直径: (DN10~DN1000)mm
公称压力等级:2K、5K、l0K、16K、20K、30K、40K、63K 共8个等级
法兰密封面:光滑面、大凸台面、小凸台面、凹凸面、榫槽面 5种
法兰型式:平焊式、承插焊式、对焊式、螺纹连接式、松套式及法兰盖6种
※JIS应用标准体系与ANSI和DIN等都不能配套使用。为了弥补这个缺陷,日本石油学会编制了一套JPI标准,它基本上等效采用了ANSI/API应用标准体系,故它能与ANSI互换。
◆日本应用标准体系JIS中常用的标准有:
JIS G3458 合金钢管
JIS G3459 不锈钢钢管
JIS G3468 电弧焊大直径不锈钢钢管
JIS B2201 铁素体材料管法兰压力等级
JIS B2202 管法兰尺寸
JIS B2210 铁素体材料管法兰基础尺寸
JIS B2220 钢制管法兰
JIS B2302 钢制螺纹连接管件
JIS B2311 普通用途的钢制对焊管件
JIS B2312 钢制对焊管件
JIS B2313 钢板制对焊管件
JIS B2404 管阀兰用缠绕式垫片
抚州临川山东搏远金属制品有限公司实力雄厚,专业生产抚州临川--热扩法兰毛坯。经过多年的发展,我公司已通过质量管理体系认证,公司秉承"以人为本、顾客至上"的理念,引进先进设备,成熟的抚州临川--热扩法兰毛坯生产工艺和完善的质量保证体系,同时拥有一支精良的施工安装和快捷周到的售后服务队伍,己发展成为抚州临川地区大的商业设施的生产商之一,抚州临川--热扩法兰毛坯产品和服务受到广大用户的广泛好评。
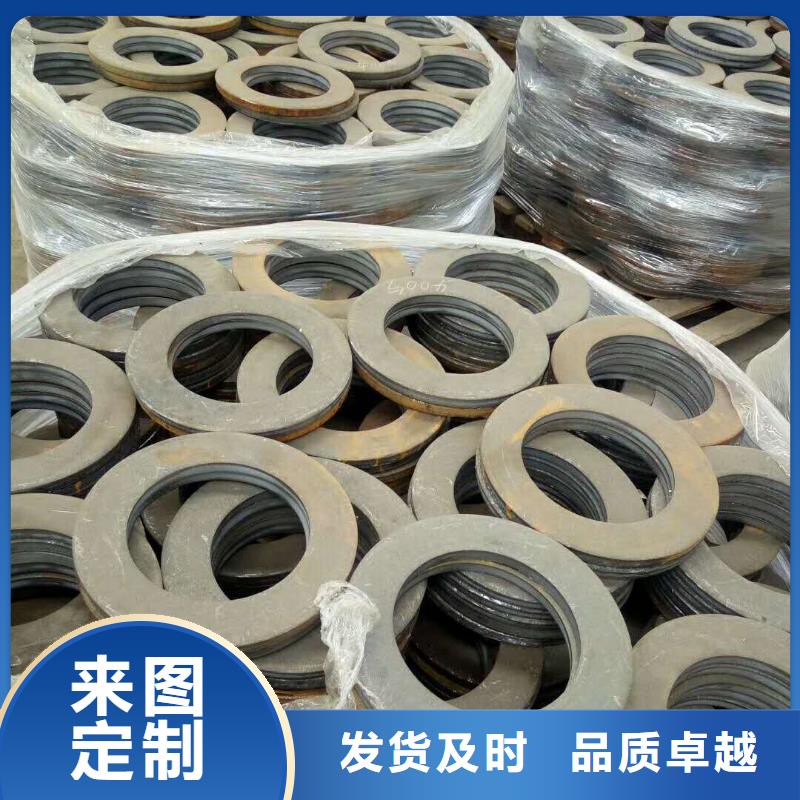
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
8
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中, 光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对 焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率, 切割速度受到气体射流速度的限制。
搏远金属制品(临川区分公司)【0527-88266888】在抚州市临川区本地专业从事法兰毛坯公司欢迎您,价格低,发货快,效果好 (江西省 抚州市 临川区、南城县、黎川县、南丰县、崇仁县、乐安县、宜黄县、金溪县、资溪县、东乡区、广昌县)可送货上门。











